小型制冷设施焊接技术之铜铝火焰钎焊工艺
.jpg)
为了减少本钱,现在很多冰箱、空调厂商改用铝、钢等材料取代铜材料,这给管路的焊接等带来了肯定困难程度。“铜-铁、铜-铝”等焊接由于管材熔点不一 致而引入了更新的钎焊工艺,本文从多角度对焊接技术进行分析,以帮助修理职员飞速学会其火焰钎焊工艺。
1、铜-铜火焰钎焊工艺
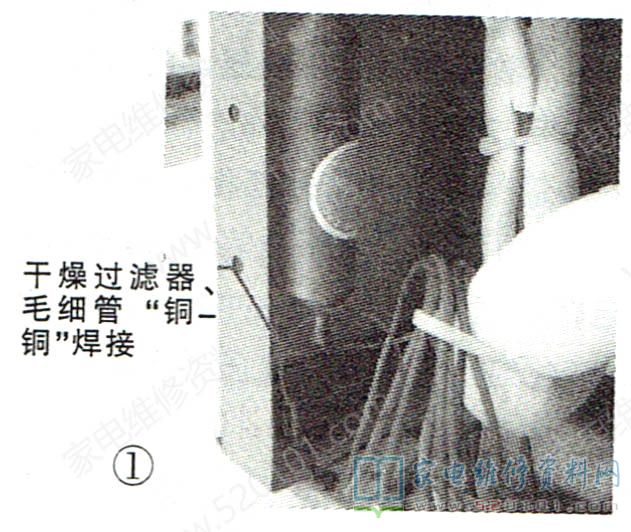
1、应用场所
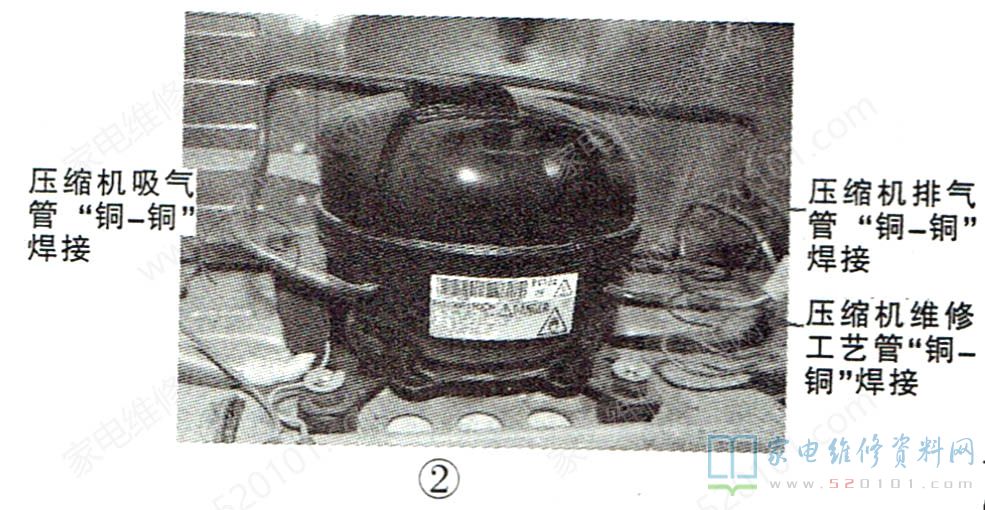
主要应用在干燥过滤器与毛细管连接,如图1所示;大多数冰箱压缩机吸、排气管口与热交换器的连接,如图2所示。
2、材料特征美的电器售后服务网点
冰箱里用的铜管是紫铜管,紫铜因呈紫红色而得名。其熔点为1083°C。紫铜具备优良的导热性延展性和耐蚀性。冰箱中常见的紫铜管直径有4mm、6mm、8mm等规格。
3、钎焊的分类
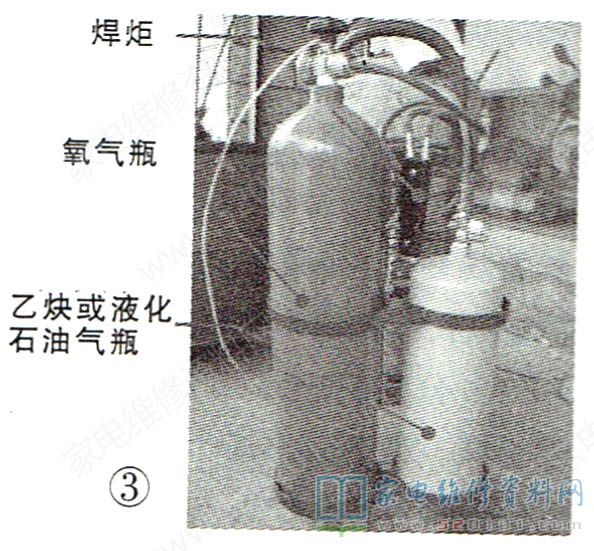
钎焊是使用比母材熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点,低于母材熔化温度,借助液态钎料润湿母材,填充接头间隙并与母材相互扩散达成连接焊件的办法。现在常见的钎焊分为软钎焊和硬钎焊。软钎焊的钎料熔点低于450°C,接头强度较低,一般用于电子电路的焊接,常以烙铁为热源工具,锡作为钎料最为常用。硬钎焊的钎料熔点高于450°C,接头强度较高。硬钎焊的钎料多种多样,以铝、银、铜的钎料应用最广,常以火焰钎焊在修理中应用最广,火焰钎焊的设施是氧气-乙炔焊接设施。修理中为了便于携带现在更多修理职员用“微型气焊焊炬”或称为"便携式气焊焊炬"如图3所示。
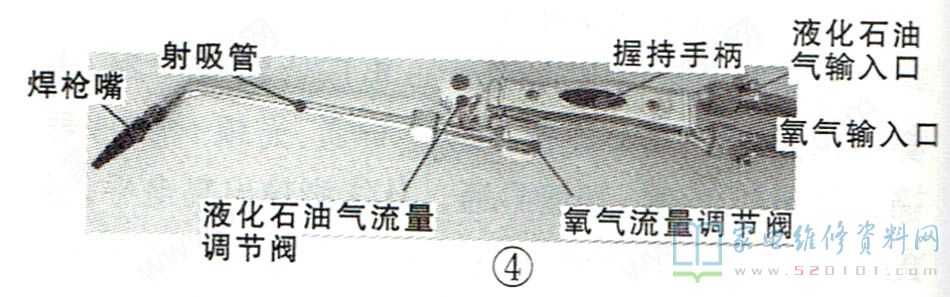
焊炬主要由氧气输入口、液化石油气输入口、氧气流量调节阀、液化石油气流量调节阀、射吸管焊枪嘴等组成如图4所示。
4、火焰选择
现在,火焰钎焊主要设施是氧气-乙炔,钎焊时的火焰一般分为“碳化焰、氧化焰、中性焰”三种,如图5所示。在实质焊接时要结合不一样的焊接对象、材料来选择火焰的类型。
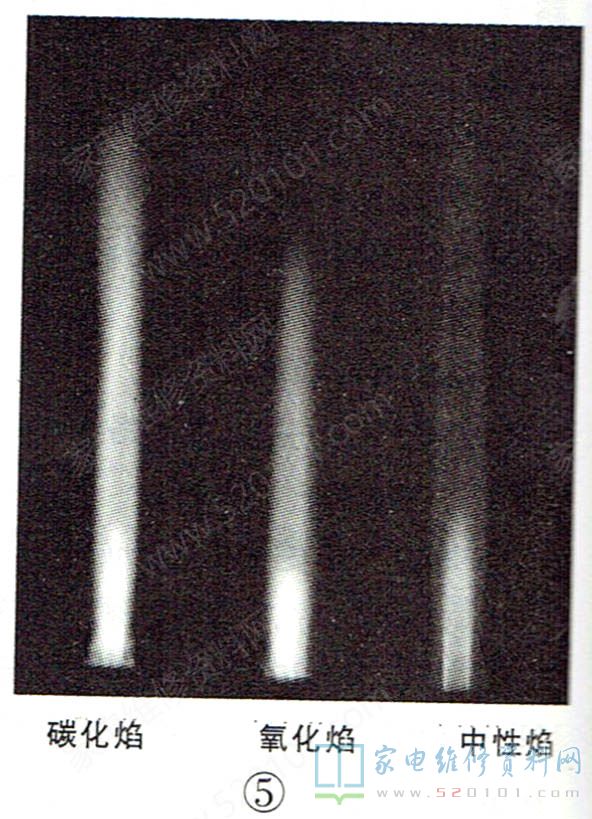
碳化焰:液化石油气的比重大于氧气,碳化焰的温度为2700C左右,常用于熔点低的材料的焊接如铁、铝等。林内燃气热水器官网电话
氧化焰:液化石油气的比重小于氧气,氧化焰的温度为3500C左右,因为温度高,容易导致焊件熔化,焊接处会产生气泡、夹渣等,-般不适合焊接铜、铁、铝管。
中性焰:液化石油气的比率与氧气的比率相当,中性焰的温度为3100°C左右,中性焰也称为是标准火焰,适用于铜一铜、铁一铁等材料的焊接。“铜-铜”火焰钎焊第一要调节氧气-液化石油气设施的火焰,因为材料相同,均为紫铜,其熔点为1083°C。结合实质焊接实践,使用“中性焰”焊接。焊接用的钎料为“磷铜焊条”,该焊条比施焊铜管熔点低,流动性好,价格实惠,现在制冷设施修理中“铜一铜”焊接一般使用磷铜钎料。
5、钎焊步骤
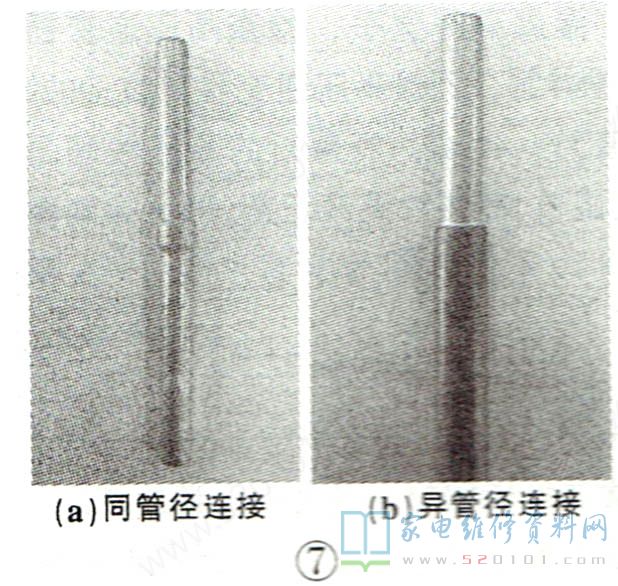
焊接前把管道一端插入另一根管道中,插入深度以5mm-10mm为宜,若是同管径的管子一端需用胀管器制作杯形口如图6所示,制作好的“铜-铜”连接管道如图7所示。

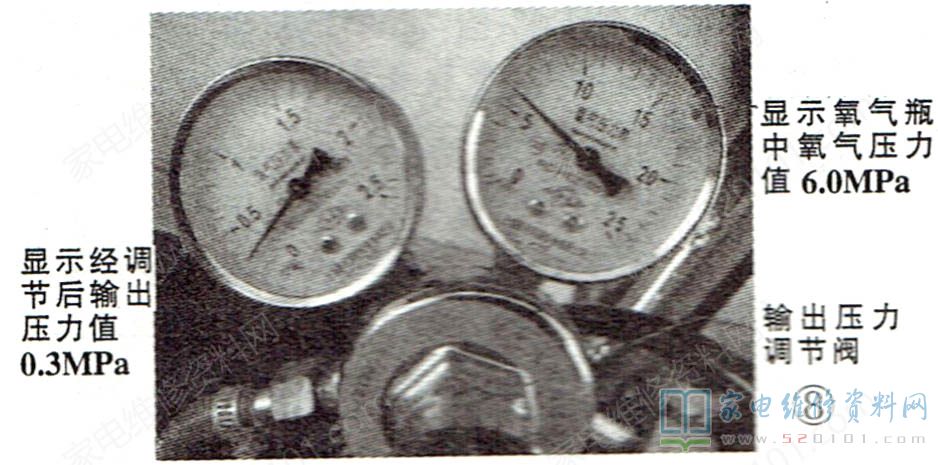
焊接前还要调节好氧气减压阀输出的重压,一般调节至0.2MPa~0.3MPa,如图8所示,具体还应依据被焊接管子的直径而定,假如焊接的管子在19mm以上,氧气的重压要适合调高,防止重压过小焊接时温度不够。另外,对于大口径管,因为管子散热快,施焊的时间加长,这个时候管内部产生的氧化皮会不少,容易堵塞细小的管道,如毛细管等,如条件允许的话可以推行加氮气保护焊。
 复利计算器在线计算使用
复利计算器在线计算使用
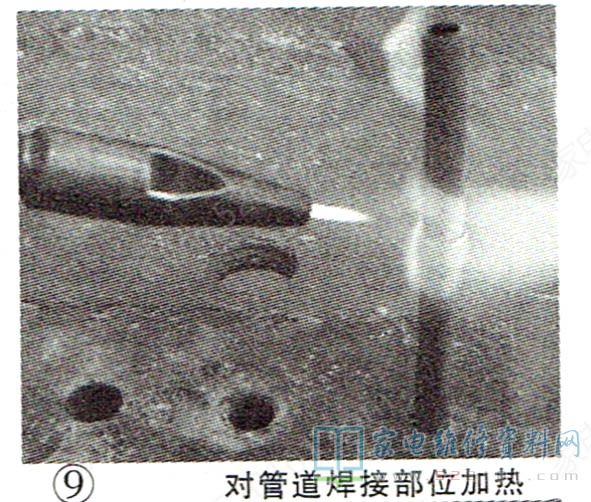
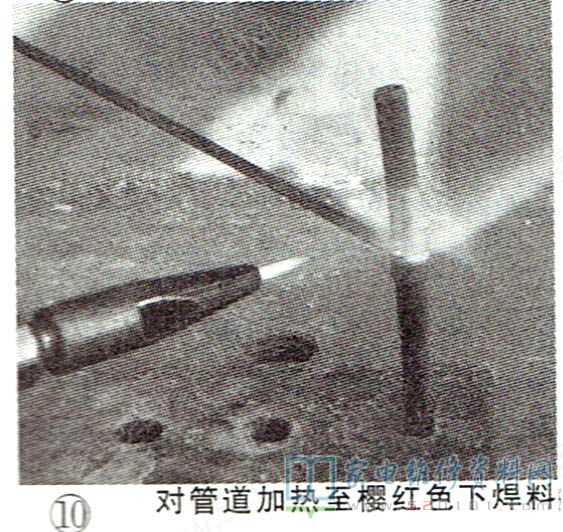
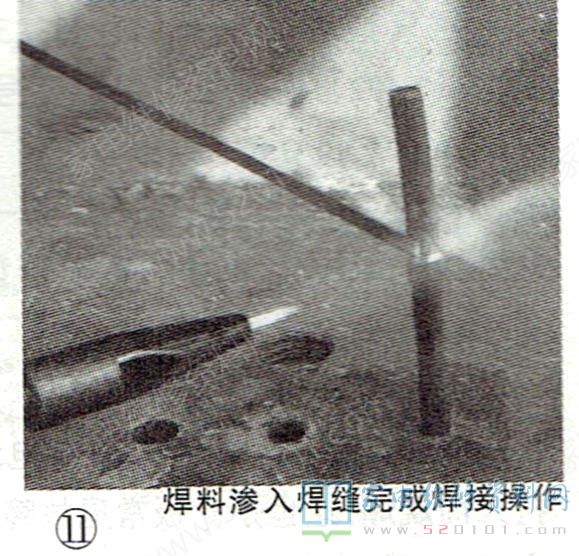
焊炬点火,调节焊接的火焰,“铜一铜”焊接一般调节至“中性焰”。第一对管道焊接部位进行均匀加热如图9所示,待加热至“樱红色”或“桃红色"时如图10所示,在管道对接施焊部位的焊缝处进行添加“磷铜"钎料,因为钎料的熔点比较低,而且具备好的流动性能,可以渗入焊缝并与铜管材料相溶,如图11所示,从而达到两管结实连接的目的。焊接时,应该注意控制火焰的温度,或者通过移动枪嘴火焰与焊件的距离来控制温度。
2、“铜-钢“火焰钎焊工艺
1、应用场所
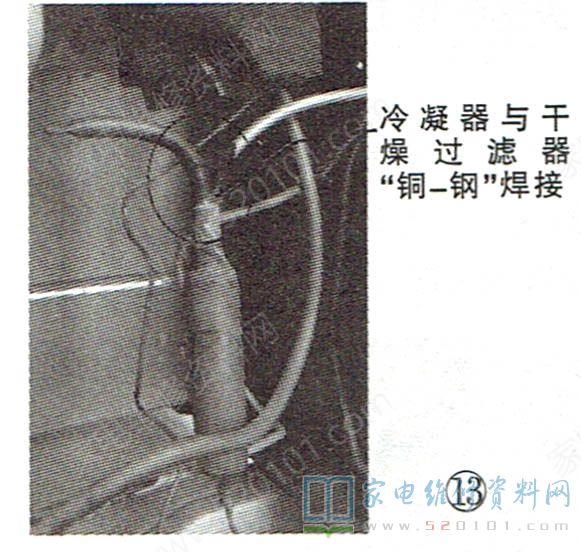
主要应用于冰箱中部分压缩机排气管与冷凝器焊接如图12所示;冷凝器与干燥过滤器的焊接,如图13所示。现在,冰箱的冷凝器大多数都使用钢管。

2、材料特征
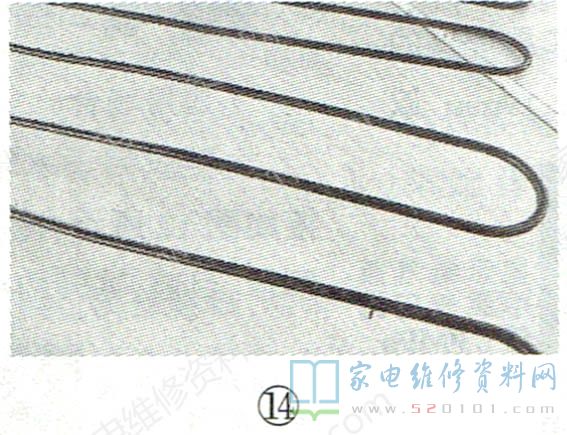
邦迪管如图14所示,是用冷轧带钢薄板卷管焊接、镀锌完成。邦迪管使用了优质低碳钢材,具备易于弯曲成型、易于焊接和易于加工等优点,广泛用于制冷业汽车工业,如冰箱的钢丝网式冷凝器中。冰箱常用邦迪管规格是4mm、6mm、8mm,钢的熔点是1500°C左右。
3、火焰选择
因为钢管导热系数小,用火焰加热时比较容易就烧红,因此对火焰的调节和温度的掌控尤为重点。现在“铜-钢”钎焊一般使用“碳化焰"焊接。
4、"铜-钢”钎焊步骤
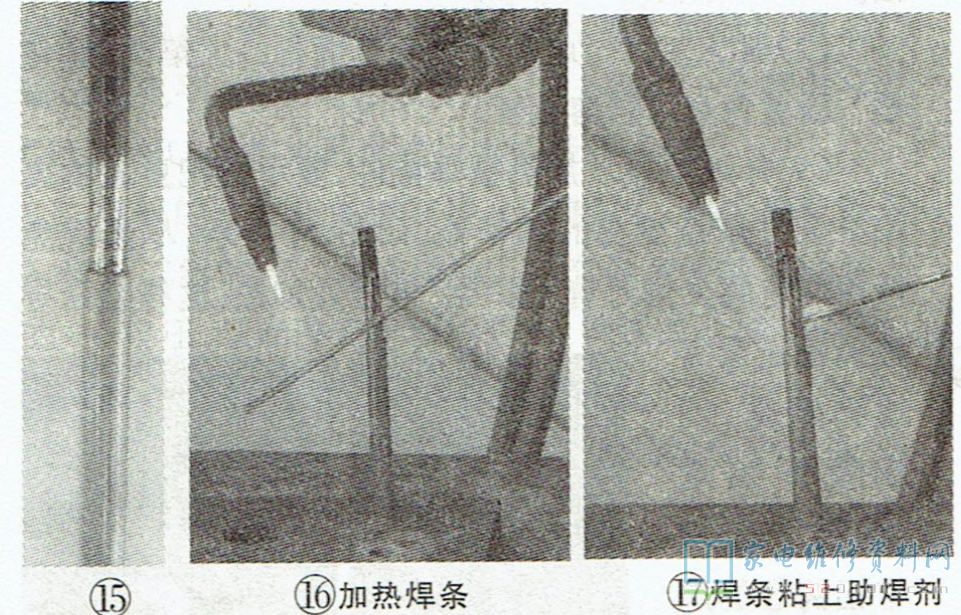
处置焊接表面。用砂布、锉刀等工具清洗、去除铜管、钢管被焊接表面的油漆、污渍,如图15所示。
焊炬点火与调节火焰。点火后把焊炬的火焰调整至“碳化焰”。假如焊接技术好的话,用中性焰也能正常施焊,但应该注意控制焊枪枪嘴的火焰与焊件的距离即控制了施焊的温度。
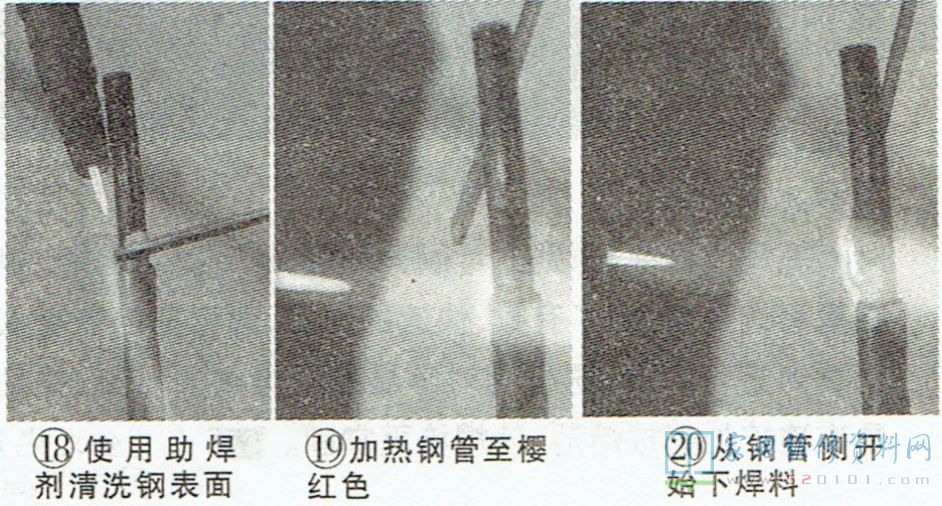
施焊。建议使用“银铜磷钎料银铜磷钎料银铜磷钎料银铜磷钎料”,该钎料熔点比磷铜焊条还低、流动性和与钢的融合性更好。为了使钢管能顺利焊接,在施焊前需要对钢管的焊接表面用助焊剂进行清洗,如此防止焊接时焊条与钢材料不粘的现象,操作时可以适合加热焊条的头部如图16所示,然后借助焊条头部的温度放到助焊剂中粘上助焊剂如图17所示,放置于被焊接部位的钢材料中,对材料进行清洗如图18所示,起到助焊有哪些用途。加热被焊接的“铜-钢'部位,待接近樱红色时如图19所示,先从钢的一端开始下焊料,如图20所示,借助枪嘴火焰的移动使焊料与“铜-钢”相融合。
在焊接过程中推荐使用碳化焰,假如用“中性焰”焊接,易致使焊接处的焊料生成“气泡”,影响焊接质。
4、“铝一铝火焰钎焊工艺
1、应用场所
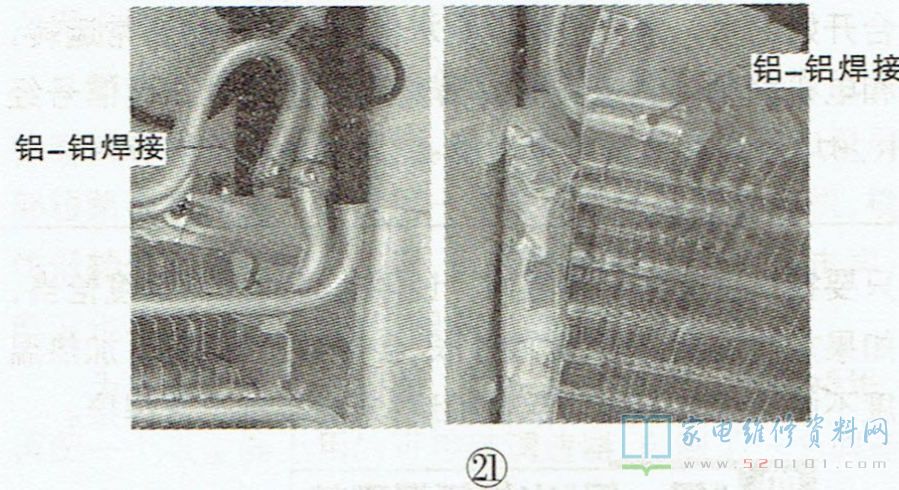
“铝-铝”火焰钎焊主要应用于冰箱冷柜蒸发器管道连接,如图21所示。
2、材料特征
在冰箱的蒸发器中,因为铝质材料具备密度小强度高、耐腐蚀、热导和电导率高与价格合理等优点,颇受制冷设施制造企业的欢迎。铝管材料的熔点是660°C左右。
3.钎焊操作步骤
处置焊接表面。钎焊前要做好铝材料表面的清洗工作,假如表面存在油污和较厚的氧化膜,会妨碍钎料的流动,影响它与另一被焊金属的结合,致使钎焊有缺点,如接头强度差容易渗漏和焊接不牢等。一般用砂布进行打磨清洗焊接表面。
火焰调节。因为铝管材料的熔点低,一般把火焰调整至“碳化焰”进行施焊。
钎焊操作。因为不便于通过管子表面察看其颜色是不是达到焊接的温度,所以在加热管子时,控制温度非常重要。用焊枪加热铝管,接着将铝焊条贴到加热铝管待焊接表面,如图22所示。
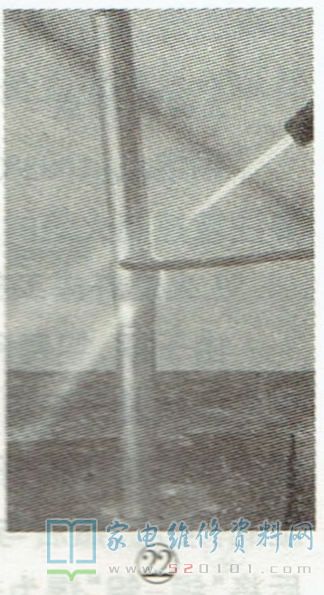
只须铝焊条能与铝管相溶,说明此时的加热温度适合,假如加热温度过高、时间过长,会致使铝管熔化;加热温度不够铝焊条不可以与铝管相溶,未能推行正常焊接。
4、“铜一铝”火焰钎焊工艺
1、应用场所
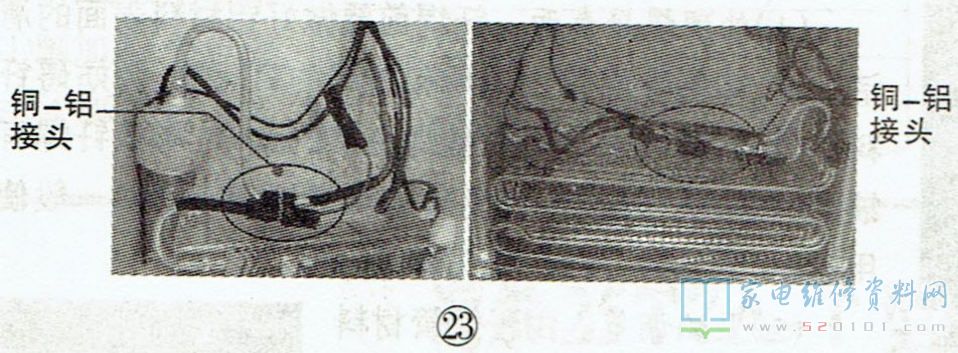
“铜-铝”火焰钎焊在冰箱蒸发器与压缩机回气管连接,如图23所示,也有的厂商使用电阻焊;部分分体空调的内外机连接管中间段是铝管而两端是铜管,这个时候也要用到“铜-铝”。
2、材料特征
铜熔点:1083°C,铝熔点:660°C左右,在焊接操作时应该注意控制火焰的温度与施焊速度。
3、火焰钎焊工艺因为铜、铝两种材料的熔点相差较大,加热时要把更多的热量分配在铜材上。通过“铜-铝"材料的受热,便于加热熔化的钎料在"铜-铝”所需要焊接的缝隙的湿润、漫流,然后与“铜一铝"相互溶解、扩散,冷却凝固后将“铜-铝”焊为一体。建议焊接前把管子一端做成“杯型口"或“微喇叭口”,以便形成熔池。
4、操作步骤
处置焊接表面。可以用物理办法或化学办法操作。假如管道表面有油污,等会致使焊接困难,产生焊接气孔等缺点。
调节火焰。点火后并调节焊枪的火焰为“碳化焰”,以防止高温烧熔铝管。
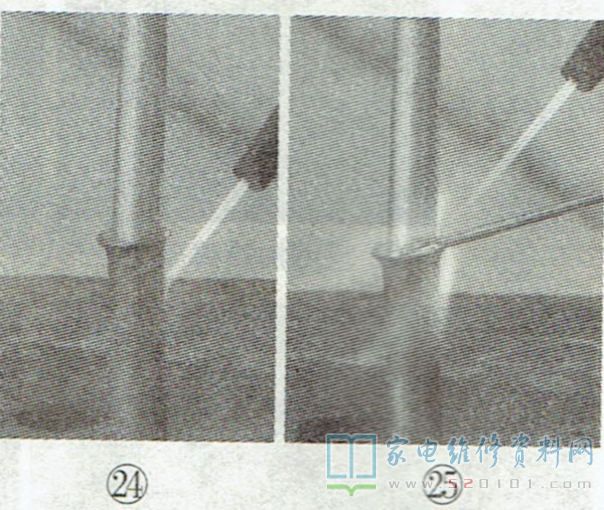
钎焊操作。加热被焊接件,要尽可能把更多的火焰分配在熔点更高的铜管处,如图24所示,尽可能防止用焊枪的火焰对着“铜-铝"连接处加热,如此容易导吕致铜管还没达到温度,而铝管开始熔化。下面,将带铝药芯的焊料加到焊接处,加热使之熔化,如图25所示。
施焊过程中,原则上可以铜套铝,也可以铝套铜。依据笔者的经验,为了有效、迅速的焊接,建议把铝管套入铜管内进行焊接,如此相对容易控制焊接的水平并且易在连接处形成熔池,使焊接更结实。